বল স্টাডের প্রধান কাজ হল চাকার উপরে এবং নিচের গতিবিধি এবং স্টিয়ারিং আন্দোলন উপলব্ধি করা। গাড়ির ড্রাইভিং এবং স্টিয়ারিং ফাংশন সম্পূর্ণ করার জন্য বল স্টাড একটি গুরুত্বপূর্ণ নিরাপত্তা অংশ। বল স্টাড অংশগুলির ব্যবহারের শর্তগুলি নির্ধারণ করে যে বল স্টাডের চাকা থেকে বল এবং কম্পন সহ্য করার জন্য পর্যাপ্ত শক্তি এবং স্থায়িত্ব থাকতে হবে, যার অর্থ শক্তি এবং স্থায়িত্ব নিশ্চিত করার জন্য অংশের তাপ চিকিত্সা নিয়ন্ত্রণ একটি মূল কারণ। , এখানে বল স্টাডের জন্য ইন্ডাকশন হিট ট্রিটমেন্টের দীর্ঘমেয়াদী উন্নতির অভিজ্ঞতা আপনার সহকর্মীদের কাছে রেফারেন্সের জন্য চালু করা হয়েছে।

1. বল স্টাড প্রধান উত্পাদন প্রক্রিয়া
ট্রাকে ব্যবহৃত বল স্টাড জাতীয় মানের 45 ইস্পাত দিয়ে তৈরি। বল স্টাডের ব্যবহার এবং প্রযুক্তিগত প্রয়োজনীয়তা অনুসারে, বল স্টাডের পৃষ্ঠের উচ্চ পরিধান প্রতিরোধের এবং স্থায়িত্ব থাকা প্রয়োজন। প্রধান প্রক্রিয়া: কাটিং → স্যাপোনিফিকেশন → কোল্ড শিরোনাম → কুইঞ্চিং এবং টেম্পারিং → ড্রিলিং → রুক্ষ টার্নিং → রাফ গ্রাইন্ডিং → ফাইন টার্নিং → ফাইন গ্রাইন্ডিং → থ্রেড রোলিং → ইন্ডাকশন হিটিং এবং quenching, টেম্পারিং → ননডেস্ট্রাকটিভ টেস্টিং → প্যাকিং → প্যাকিং
2. বল অশ্বপালনের আবেশন তাপ চিকিত্সা প্রযুক্তিগত প্রয়োজনীয়তা
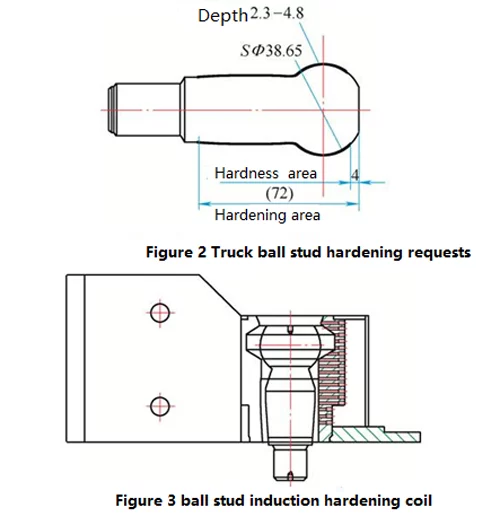
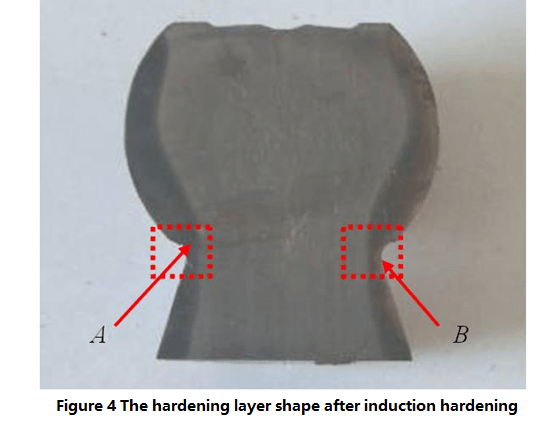
বল স্টাডের প্রযুক্তিগত প্রয়োজনীয়তা অনুসারে (চিত্র 2 দেখুন), মাঝারি ফ্রিকোয়েন্সি ইন্ডাকশন হিটিং ব্যবহার করা হয় নিভে এবং টেম্পারিংয়ের জন্য। 200kW এর শক্তি এবং 8000Hz এর ফ্রিকোয়েন্সি সহ মধ্যবর্তী ফ্রিকোয়েন্সি হিটিং মেশিন; নিভে যাওয়ার শীতল মাধ্যম হল স্বচ্ছ জল, জলের তাপমাত্রা হল 20 ~ 40 ℃, এবং quenching জলের চাপ হল 0.2~ 0.8MPa; টেম্পারিং একটি ভাল-টাইপ টেম্পারিং ফার্নেস এবং টেম্পারিং তাপমাত্রা 180 ডিগ্রি সেলসিয়াস গ্রহণ করে। ব্যবহৃত হিটিং ইন্ডাক্টরের গঠন চিত্র 3 এ দেখানো হয়েছে।
3. বিদ্যমান সমস্যা
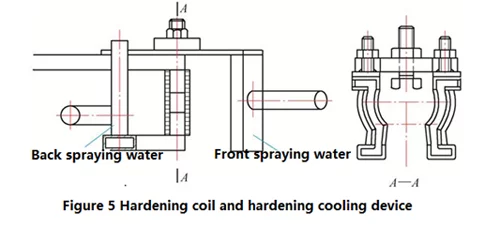
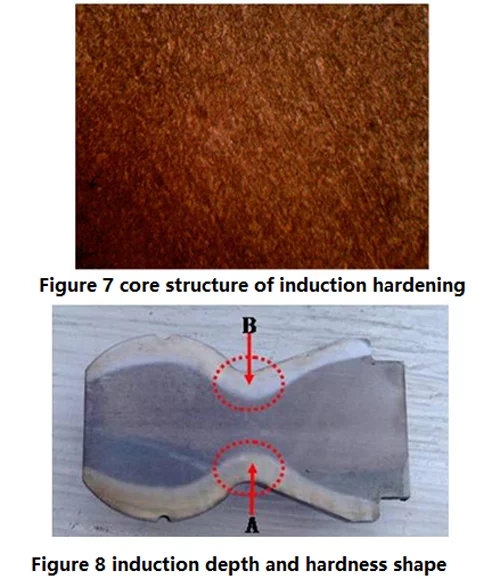
উপরে উল্লিখিত মধ্যবর্তী ফ্রিকোয়েন্সি ইন্ডাকশন হিট ট্রিটমেন্ট প্রক্রিয়া দ্বারা প্রক্রিয়াকৃত বল স্টাড পরিদর্শন দ্বারা নিশ্চিত করা হয়েছে: কঠোরতা, মার্টেনসাইট গঠন, শক্ত স্তরের গভীরতা, শক্ত এলাকা এবং আকৃতি সবই যোগ্য এবং প্রযুক্তিগত প্রয়োজনীয়তা পূরণ করে, কিন্তু আকৃতিতে চিত্র 4 , A এবং B-এ দেখানো শক্ত স্তরটি স্পষ্টতই অন্যান্য অংশের চেয়ে গভীর, এবং শক্ত স্তরটির গভীরতা অত্যন্ত অসম, যা তাপ চিকিত্সার স্থিতিশীলতা নিয়ন্ত্রণে বড় অসুবিধা নিয়ে আসে। অতএব, আমরা এই অবাঞ্ছিত ঘটনাটি উন্নত করার সিদ্ধান্ত নিয়েছি।
4. উন্নতি
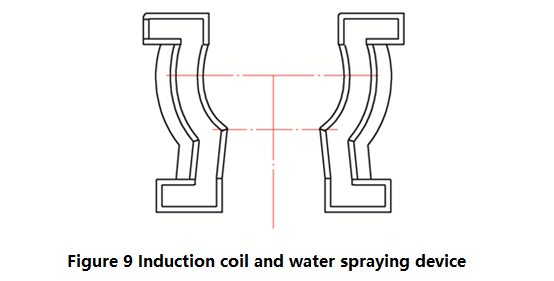
নতুন ডিজাইন করা ইন্ডাক্টর এবং নিভেন শীতল জল স্প্রে করার ডিভাইসটি একটি বিভক্ত কাঠামো গ্রহণ করে (চিত্র 5 দেখুন)। বাম দিকে হল সেন্সর এবং quenching কুলিং জল স্প্রে করার ডিভাইস সমাবেশে একত্রিত, এবং ডান AA ক্রস-বিভাগীয় দৃশ্য হল প্রবর্তক এবং ওয়ার্কপিসে অবস্থানকারী ডিভাইস। , ইন্ডাক্টরের আকৃতি ইন্ডাক্টরের কার্যকরী রিং এবং ওয়ার্কপিসের ভেতরের দিকের ফাঁকের অভিন্নতা নিশ্চিত করে। ওয়ার্কপিসটি নিম্ন ক্ল্যাম্পিং পদ্ধতিতে স্থাপন করা হয়, সূচনাকারীতে সরানো হয়, মধ্যম অবস্থানে সামঞ্জস্য করা হয়, উপরের অবস্থানের ডিভাইসের সাথে স্থির করা হয় এবং তারপরে নামানো হয়। ডিভাইসের ক্ল্যাম্পিং মেকানিজম বল পিনটিকে ঘোরাতে চালিত করে, এবং সেন্সরটি অংশগুলিকে গরম করার জন্য শক্তিযুক্ত হয়। গরম করার পরে, সামনের এবং পিছনের জলের স্প্রে বাক্সগুলি শীতল এবং নিভানোর জন্য স্প্রে করা হয়। উপরোক্ত প্রক্রিয়াটি অপ্রস্তুত বল স্টাডের জন্য পুনরাবৃত্তি করা হয়, এবং নিভে যাওয়া বল স্টাডকে টেম্পারিংয়ের জন্য টেম্পারিং চুল্লিতে রাখা হয়।
5. প্রভাব উন্নত
বল স্টুডের তাপ চিকিত্সা পুনরায় আনয়ন করতে উপরের উন্নতির ব্যবস্থাগুলি প্রয়োগ করুন। পরিদর্শন করার পরে, মেজাজ কঠোরতা 60HRC হয়; গ্রেড ২; শক্ত স্তরের গভীরতা 2~3.2mm, যেমন চিত্র 4.0-এ দেখানো হয়েছে, উন্নত বল স্টাড শক্ত স্তরের আকৃতি এবং স্তরের গভীরতা তুলনামূলকভাবে অভিন্ন, বিশেষ করে চিত্র 8-এ A এবং B-তে শক্ত হওয়া স্তরের গভীরতা। উল্লেখযোগ্যভাবে উন্নত করা হয়েছে, কিন্তু উৎপাদন প্রক্রিয়ায়, অপারেটর রিপোর্ট করেছে যে ক্ল্যাম্পিং এবং আনলোডিং দক্ষতা কম ছিল, যার ফলে উন্নতির আগের তুলনায় কম আউটপুট হয়েছে।
6. আবার উন্নতি করুন
ক্ল্যাম্পিং এবং আনলোড করার কম দক্ষতার পরিপ্রেক্ষিতে, আমরা প্রধানত বিশ্লেষণ করি যে নতুন ডিজাইন করা পজিশনিং এবং ক্ল্যাম্পিং ডিভাইস যথেষ্ট যুক্তিসঙ্গত নয়, যা আরও ম্যানুয়াল অপারেশনের দিকে পরিচালিত করে এবং দীর্ঘ সময় নেয়। অতএব, আমরা মূল অবস্থান এবং ক্ল্যাম্পিং প্রতিস্থাপন করার জন্য একটি উল্লম্ব মেশিন টুল চালু করার সিদ্ধান্ত নিয়েছি। এটি মূল ফিক্সিং বাদামের জন্য সময় এবং ওয়ার্কপিসটিকে লোয়ার ক্ল্যাম্পিং পদ্ধতিতে স্থাপন করার সময় ইনডাক্টরে স্থানান্তরিত করার সময় হ্রাস করে। এই কারণে, চিত্র 5 এ দেখানো সংশ্লিষ্ট স্প্লিট ইন্ডাক্টর এবং quenching কুলিং ওয়াটার স্প্রে ডিভাইস AA চিত্রে দেখানো অবস্থায় দৃশ্য পরিবর্তন করে। 9.
উন্নত ক্ল্যাম্পিং এবং পজিশনিং মেকানিজম উৎপাদনে রাখার পরে, ক্ল্যাম্পিং এবং আনলোড করার দক্ষতা স্বাভাবিক উত্পাদন অবস্থায় ফিরে আসে, যা পূরণ করে
উত্পাদন প্রয়োজনীয়তা।
7। উপসংহার
জটিল আকারের বল স্টাডের ইন্ডাকশন হিট ট্রিটমেন্টের পদ্ধতিগত উন্নতির মাধ্যমে, আমরা গভীরভাবে বুঝতে পেরেছি যে তাপ চিকিত্সা প্রক্রিয়া ডিজাইনের প্রক্রিয়ায়, শুধুমাত্র ক্রমাগত নকশার চক্র প্রক্রিয়া, ব্যবহারিক যাচাইকরণ, উন্নতি নিশ্চিতকরণ, এবং পুনরায় পরীক্ষা এবং উন্নতি সমগ্র তাপ চিকিত্সা প্রক্রিয়া করতে পারেন. অংশ নকশা দ্বারা প্রয়োজনীয় প্রযুক্তিগত কর্মক্ষমতা প্রয়োজনীয়তা ভাল মেটাতে সিস্টেম ক্রমাগত উন্নত করা হয়.
ট্যাগ্স:বল ডোয়েল পৃষ্ঠ শক্ত করার মেশিন, বল হেড পিন আনয়ন শক্ত করা, বল পিন হার্ডেনিং মেশিন, বল পিন আনয়ন তাপ চিকিত্সা মেশিন, বল সকেট আনয়ন কঠিনীকরণ, বল সকেট ইন্ডাকশন টেম্পারিং মেশিন, বল অশ্বপালনের আবেশন শক্ত করা, বল স্টুড ইন্ডাকশন হার্ডেনিং সলিউশন, আনয়ন কঠোরতা, আনয়ন শক্ত করার সরঞ্জাম, আনয়ন quenching বল অশ্বপালনের
পণ্য সম্পর্কিত
-
 সিএনসি হার্ডেনিং সিস্টেম
সিএনসি হার্ডেনিং সিস্টেমসিএনসি কোনচিং মেশিন টুল
-
সিএনসি হার্ডেনিং সিস্টেম
সিএনসি ইন্ডাকশন হার্ডেনিং মেশিন
-
ইন্ডাকশন হিট ট্রিটমেন্ট সিস্টেম
বল স্টুড আনয়ন হার্ডেনিং মেশিন


