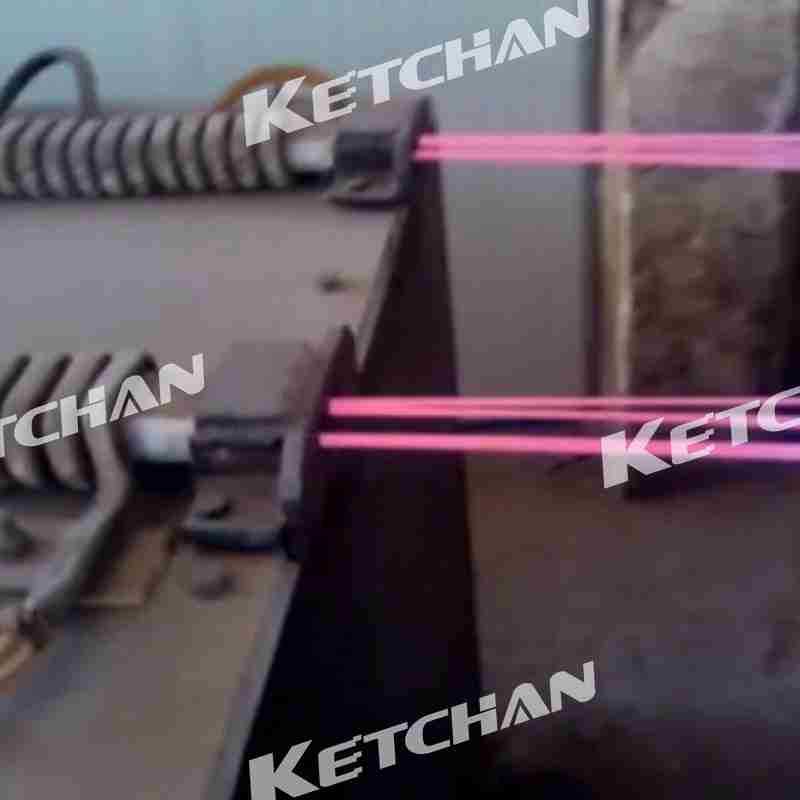
ইন্ডাকশন অ্যানিলিং কি?
ইন্ডাকশন অ্যানিলিং ইন্ডাকশন হিটিং এর একটি অংশ। ইন্ডাকশন অ্যানিলিংয়ের উদ্দেশ্য হল ধাতব উপাদানের কঠোরতা, কঠোরতা এবং অভ্যন্তরীণ চাপ পরিবর্তন করা যাতে সেরা উপাদান বৈশিষ্ট্যগুলি অর্জন করা যায়। ইন্ডাকশন অ্যানিলিংয়ের প্রধান সুবিধা হল যে ওয়ার্কপিসটিকে লক্ষ্যবস্তু এবং পুনরাবৃত্তিযোগ্য পদ্ধতিতে সর্বদা একই ফলাফল নিশ্চিত করতে উত্তপ্ত করা যেতে পারে। যেহেতু ইন্ডাকশন অ্যানিলিংয়ের সময় বিকল্প ইলেক্ট্রোম্যাগনেটিক ফিল্ডের মাধ্যমে সরাসরি ওয়ার্কপিসে তাপ উৎপন্ন হয়, তাই প্রক্রিয়াটি খুব নিখুঁতভাবে নিয়ন্ত্রণ করা যায় এবং শক্তির দক্ষ ব্যবহারের মাধ্যমে উচ্চ দক্ষতা অর্জন করা যায়। এটি ওয়ার্কপিসের অভিন্ন তাপ বিতরণ এবং অনুপ্রবেশ গভীরতা নিশ্চিত করে। ইন্ডাকশন অ্যানিলিং প্রক্রিয়ায়, ইন্ডাকশন নিভেনিংয়ের মতো জল বা কুল্যান্টের সাথে হঠাৎ শীতল হয় না, তবে ওয়ার্কপিসের তাপমাত্রা ধীরে ধীরে হ্রাস পায়। পুরো গরম করার প্রক্রিয়াটি যোগাযোগহীন এবং সংক্ষিপ্ত।
কেন ইন্ডাকশন অ্যানিলিং ব্যবহার করবেন?
ইন্ডাকশন অ্যানিলিং দ্বারা ধাতুর উপাদান বৈশিষ্ট্যগুলি খুব সঠিকভাবে এবং নির্ভরযোগ্যভাবে উন্নত করা যেতে পারে। ইন্ডাকশন অ্যানিলিং প্রধানত অ্যানিলিং নরম করার জন্য এবং স্ট্রেস রিলিভ অ্যানিলিংয়ের জন্য ব্যবহৃত হয়, যা ঐতিহ্যগত প্রক্রিয়ার তুলনায় দুর্দান্ত সুবিধা রয়েছে। ইন্ডাকশন অ্যানিলিং দ্বারা, পরিষ্কার অ্যানিলিংয়ের সময় তাপ চিকিত্সার মাধ্যমে উপাদানের অমেধ্য অপসারণ করা যেতে পারে।
- আনয়ন দ্বারা, অ্যানিলিং প্রক্রিয়াটি স্টিলের কঠোরতা হ্রাস করতে পারে এবং কাটিং এবং ঠান্ডা বিকৃতি প্রক্রিয়াকরণের সুবিধার্থে প্লাস্টিকতা উন্নত করতে পারে।
- শস্য পরিশোধন করুন, ঢালাই, ফোরজিং এবং ঢালাইয়ের কারণে সৃষ্ট মাইক্রোস্ট্রাকচার ত্রুটিগুলি দূর করুন, এমনকি ইস্পাতের মাইক্রোস্ট্রাকচার এবং সংমিশ্রণ, স্টিলের বৈশিষ্ট্যগুলিকে উন্নত করুন বা পরবর্তী তাপ চিকিত্সার মাইক্রোস্ট্রাকচারের জন্য প্রস্তুত করুন।
- বিকৃতি এবং ক্র্যাকিং প্রতিরোধ করতে ইস্পাত অভ্যন্তরীণ চাপ দূর করুন।
ইন্ডাকশন অ্যানিলিং চমৎকার হিটিং কন্ট্রোল প্রদান করে কারণ প্রক্রিয়াটিকে ফ্রিকোয়েন্সি, পাওয়ার, এবং (ব্রেজিং দেখুন) ইন্ডাকশন অ্যানিলিং সময় পছন্দসই উপাদানের বৈশিষ্ট্য অনুযায়ী নিয়ন্ত্রিত করা যায়। এটি অত্যন্ত উচ্চ তাপ চিকিত্সার গুণমান এবং পুনরাবৃত্তিযোগ্যতা নিশ্চিত করে, যা ব্যাপক উত্পাদনে বিশেষভাবে গুরুত্বপূর্ণ।
ইস্পাত আনয়ন অ্যানিলিং প্রক্রিয়া এবং অ্যাপ্লিকেশন কি?
সাধারণ আনয়ন অ্যানিলিং প্রক্রিয়াগুলির মধ্যে রয়েছে সমজাতীয়করণ অ্যানিলিং, সম্পূর্ণ অ্যানিলিং, অসম্পূর্ণ অ্যানিলিং, আইসোথার্মাল অ্যানিলিং, স্ফেরোডাইজেশন অ্যানিলিং, রিক্রিস্টালাইজেশন অ্যানিলিং, স্ট্রেস রিলিফ অ্যানিলিং এবং আরও অনেক কিছু।
| কোন। | অ্যানিলিং পদ্ধতি | প্রধান উদ্দেশ্য | অ্যানিলিং প্রক্রিয়া বৈশিষ্ট্য | আবেদনের পরিসর |
|---|---|---|---|---|
| 1 | ডিফিউশন অ্যানিলিং | কম্পোজিশনাল ইউনিফর্ম | AC30 (150-200) ℃ এ গরম করুন, দীর্ঘ সময়ের জন্য উষ্ণ রাখুন এবং ধীরে ধীরে ঠান্ডা করুন | ইস্পাত ঢালাই এবং ফোরজিং এবং উপাদান পৃথকীকরণ সহ ঘূর্ণায়মান অংশ, ইত্যাদি। |
| 2 | সম্পূর্ণ annealing | পরিমার্জিত সংগঠন, কঠোরতা কমাতে | AC30 (150-200) ℃ এ গরম করুন, দীর্ঘ সময়ের জন্য উষ্ণ রাখুন এবং ধীরে ধীরে ঠান্ডা করুন | ঢালাই, ঢালাই অংশ, এবং মাঝারি কার্বন ইস্পাত এবং মাঝারি কার্বন খাদ ইস্পাত forging এবং ঘূর্ণায়মান অংশ. |
| 3 | আংশিক annealing | গঠন পরিমার্জন, কঠোরতা কমাতে | Acl 10 (40-60) ℃ এ তাপ করুন এবং তাপ সংরক্ষণের পরে ধীরে ধীরে ঠান্ডা করুন | মাঝারি এবং উচ্চ কার্বন ইস্পাত এবং নিম্ন খাদ ইস্পাত, ইত্যাদির পেটা এবং ঘূর্ণিত অংশ (মাইক্রোস্ট্রাকচার পরিশোধনের ডিগ্রি সম্পূর্ণ অ্যানিলিংয়ের চেয়ে কম) |
| 4 | আইসোথার্মাল অ্যানিলিং | গঠন পরিমার্জন, কঠোরতা কমাতে, এবং সাদা দাগ প্রতিরোধ | Ac3 + (30 — 50)℃(hypereutectoid ইস্পাত) বা Acl + (20 — 40)℃(ইউটেক্টয়েড স্টিল এবং কঠোরতা, ইউটেক্টয়েড স্টিলের উত্পাদন প্রতিরোধে) গরম করা, একটি নির্দিষ্ট সময় রাখুন, তারপরে Ar1 থেকে একটু কম ঠান্ডা করুন আইসোথার্মাল ট্রান্সফরমেশন, এবং তারপর এয়ার কুলিং (এয়ার কুলিং) | মাঝারি কার্বন খাদ ইস্পাত এবং কিছু উচ্চ খাদ ইস্পাত ভারী ঢালাই, ফোরজিংস এবং স্ট্যাম্পিং অংশ, ইত্যাদি (মাইক্রোস্ট্রাকচার এবং কঠোরতা সম্পূর্ণ অ্যানিলিংয়ের চেয়ে বেশি অভিন্ন) |
| 5 | স্পেরয়েডাইজিং অ্যানিলিং | কার্বাইড গোলককরণ, কঠোরতা হ্রাস করে, প্লাস্টিকতা উন্নত করে | Acl + (20 — 40) ℃ বা Acl এ গরম করা কঠোরতা কমাতে, বৃদ্ধি – (20 — 30) ℃, তাপ সংরক্ষণের পরে আইসোথার্মাল কুলিং বা সরাসরি ধীর শীতলকরণ | ডাই এবং ভারবহন ইস্পাত অংশ. কাঠামোগত ইস্পাত ঠান্ডা extruded অংশ |
| 6 | রিক্রিস্টালাইজেশন অ্যানিলিং বা ইন্টারমিডিয়েট অ্যানিলিং | কাজ কঠোরতা দূরীকরণ | Ac1-এ গরম করা - (50-150)℃, তাপ সংরক্ষণের পরে বায়ু শীতল করা | ঠান্ডা বিকৃত ইস্পাত এবং ইস্পাত অংশ |
| 7 | স্ট্রেস রিলিফ অ্যানিলিং | অভ্যন্তরীণ চাপ থেকে মুক্তি | Ac1 - (100-200) সেলসিয়াসে গরম করা, তাপ সংরক্ষণের পরে, এয়ার কুলিং বা ফার্নেস 200-300 ℃ পর্যন্ত শীতল করা, এবং তারপরে বায়ু শীতল করা | জার্মেনিয়াম ইস্পাত অংশ, ঢালাই অংশ, এবং forging অংশ |
ট্যাগ্স:বিক্রির জন্য, আনয়ন annealing, আনয়ন হিটার আনয়ন, আনয়ন মেশিন আনয়ন, আবেশন তাপ চিকিত্সা, আনয়ন হিটার, আবেশন গরম, আনয়ন গরম করার যন্ত্র, KETCHAN, KETCHAN Electronic, নির্মাতারা, পাইপ annealing, মূল্য, সরবরাহকারীদের, টিউব annealing, তারের annealing, Zhengzhou KETCHAN, Zhengzhou KETCHAN Electronic
- আপনি পরিদর্শন করতে পারেন Zhengzhou KETCHAN electronic কোং, লিমিটেড ইউটিউব আরো জন্য ভিডিও রুম. ধন্যবাদ




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}