ইন্ডাকশন হিটিং সহ ফাস্টেনার মেশিনিং এমন একটি প্রক্রিয়া যার মধ্যে বল্টু, স্ক্রু, বাদাম এবং ওয়াশারের মতো ধাতব অংশগুলিকে তাপ এবং আকার দেওয়ার জন্য বৈদ্যুতিক প্রবাহ ব্যবহার করা জড়িত। ইন্ডাকশন হিটিং হল মেশিনের ধাতব অংশগুলির জন্য একটি দ্রুত, সুনির্দিষ্ট এবং শক্তি-দক্ষ উপায়, কারণ এটি অ-যোগাযোগ গরম করার এবং সামঞ্জস্যপূর্ণ গুণমানের জন্য অনুমতি দেয়। ইন্ডাকশন হিটিং হল বোল্ট, স্ক্রু, নাট এবং ওয়াশারের মতো ধাতব অংশগুলি তৈরি করার একটি দ্রুত, সুনির্দিষ্ট এবং শক্তি-দক্ষ উপায়।
কিছু অ্যাপ্লিকেশন হল:
- গরম শিরোনাম: বল্টু এবং স্ক্রু মাথা forging আগে preheating জন্য আবেশন ব্যবহার করা হয়. এটি ফোরজিং প্রক্রিয়ার ধারাবাহিকতা, গুণমান এবং উত্পাদনশীলতা উন্নত করে, সেইসাথে শক্তি খরচ এবং সরঞ্জামের পদচিহ্ন হ্রাস করে।
- থ্রেড ঘূর্ণায়মান: আবেশন একটি থ্রেড রোল ডাই সঙ্গে তাদের মধ্যে একটি থ্রেড গঠনের আগে ফাস্টেনার গরম করার জন্য ব্যবহৃত হয়। থ্রেড কাটার তুলনায় এটির সুবিধা রয়েছে, যেমন উচ্চ শক্তি, ভাল পৃষ্ঠ ফিনিস, এবং ফাস্টেনারগুলির কম খরচ।
- থ্রেড প্যাচিং: থ্রেড প্যাচিংয়ে ব্যবহৃত পেইন্ট বা পাউডার উপাদান নিরাময়ের জন্য ইন্ডাকশন ব্যবহার করা হয়, যা ফাস্টেনারকে জায়গায় লক করার একটি পদ্ধতি। ইন্ডাকশন হিটিং প্যাচিং উপাদানের দ্রুত এবং নিয়ন্ত্রিত নিরাময় সক্ষম করে, যার ফলে একটি উচ্চ-মানের এবং নির্ভরযোগ্য বেঁধে দেওয়া হয়।
- বোল্ট অপসারণ: আবেশ তাদের প্রসারিত এবং তাদের সকেট থেকে তাদের আলগা করার জন্য জব্দ করা বোল্ট গরম করার জন্য ব্যবহৃত হয়। টর্চ বা রেঞ্চ ব্যবহার করার চেয়ে এটি একটি নিরাপদ এবং আরও কার্যকর পদ্ধতি, কারণ এটি আশেপাশের অংশগুলির ক্ষতি এড়ায় এবং আঘাতের ঝুঁকি হ্রাস করে।
ফাস্টেনার জাল করতে ইন্ডাকশন হিটিং ব্যবহার করার জন্য এখানে ধাপগুলি রয়েছে:
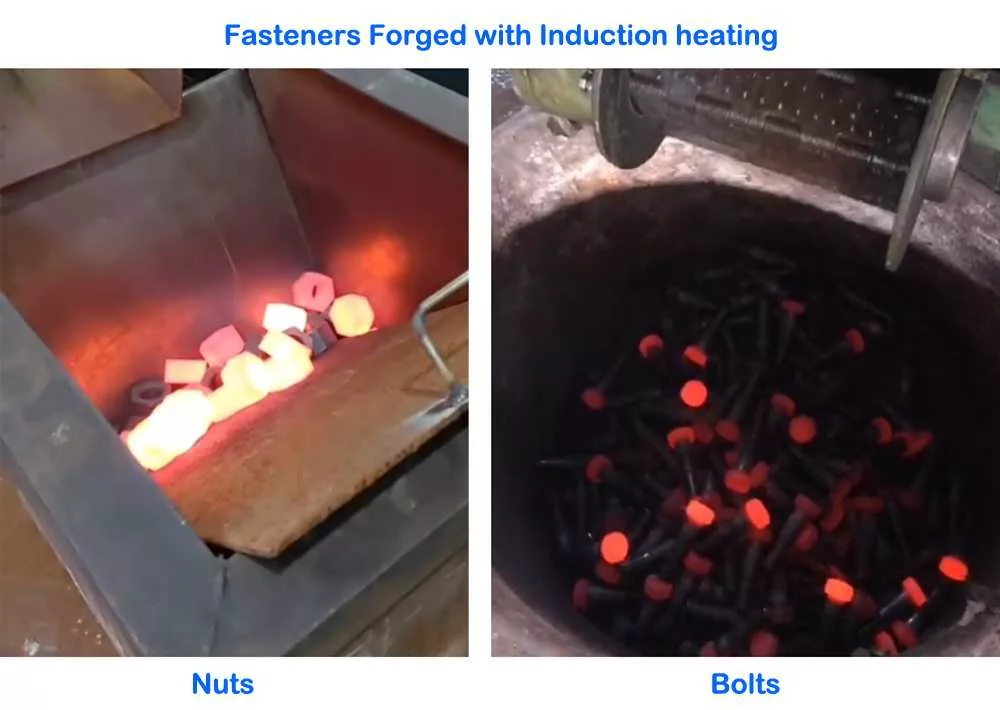
ইন্ডাকশন হিটিং সহ ফোরজিং ফাস্টেনারগুলি এমন একটি প্রক্রিয়া যা একটি কুণ্ডলীতে ধাতু গরম করার জন্য বৈদ্যুতিক প্রবাহ ব্যবহার করে এবং তারপর একটি হাতুড়ি বা প্রেস দিয়ে এটিকে আকার দেয়।
- আপনার ইন্ডাকশন হিটিং সিস্টেমের জন্য সঠিক পাওয়ার সাপ্লাই এবং ফ্রিকোয়েন্সি বেছে নিন। শক্তি এবং ফ্রিকোয়েন্সি আপনি যে ধাতব রড বা বার তৈরি করতে চান তার আকার, আকৃতি এবং উপাদানের উপর নির্ভর করে। একটি নির্দিষ্ট সময়ে ধাতুকে কাঙ্ক্ষিত তাপমাত্রায় গরম করার জন্য প্রয়োজনীয় শক্তি গণনা করতে আপনি P = m * c * ΔT/t সূত্রটি ব্যবহার করতে পারেন, যেখানে P হল শক্তি, m ভর, c হল নির্দিষ্ট তাপ, ΔT হল তাপমাত্রা পরিবর্তন , এবং এটি সময়। ফ্রিকোয়েন্সি ধাতু মধ্যে বর্তমান অনুপ্রবেশ গভীরতা প্রভাবিত করে. সাধারণত, নিম্ন ফ্রিকোয়েন্সিগুলি গভীর অনুপ্রবেশ ঘটায় এবং উচ্চতর ফ্রিকোয়েন্সিগুলি অগভীর অনুপ্রবেশ ঘটায়। আপনি অনুপ্রবেশ গভীরতা গণনা করতে δ = 503 * √(ρ / (f * μ)) সূত্রটি ব্যবহার করতে পারেন, যেখানে δ হল গভীরতা, ρ হল প্রতিরোধ ক্ষমতা, f হল ফ্রিকোয়েন্সি এবং μ হল ব্যাপ্তিযোগ্যতা। আপনার আবেদনের জন্য সঠিক শক্তি এবং ফ্রিকোয়েন্সি বেছে নেওয়ার বিষয়ে নির্দেশনার জন্য আপনি আপনার ইন্ডাকশন হিটিং সিস্টেমের প্রস্তুতকারকের সাথেও পরামর্শ করতে পারেন।
- ইন্ডাকশন কয়েলে ধাতব রড বা বার রাখুন এবং পাওয়ার চালু করুন। কুণ্ডলীটি রড বা দণ্ডের শেষের কাছাকাছি হওয়া উচিত যা আপনি নকল করতে চান, তবে এটি স্পর্শ করবেন না। অতিরিক্ত গরম হওয়া এবং ক্ষতি রোধ করার জন্য কয়েলটি ভালভাবে উত্তাপযুক্ত এবং জল-ঠান্ডা হওয়া উচিত। ধাতব কুণ্ডলীতে দ্রুত এবং সমানভাবে গরম হতে শুরু করবে। আপনি ধাতুর তাপমাত্রা নিরীক্ষণ করতে একটি পাইরোমিটার বা একটি থার্মোকল ব্যবহার করতে পারেন। আপনার ধাতুটিকে এমন তাপমাত্রায় গরম করা উচিত যা ফরজিংয়ের জন্য উপযুক্ত, যা ধাতুর প্রকার এবং চূড়ান্ত পণ্যের পছন্দসই বৈশিষ্ট্যের উপর নির্ভর করে। উদাহরণস্বরূপ, কার্বন স্টিলের জন্য সাধারণত প্রায় 1800°F (980°C) ফোরজিং তাপমাত্রার প্রয়োজন হয়, যেখানে স্টেইনলেস স্টিলের জন্য প্রায় 2100°F (1150°C) ফোরজিং তাপমাত্রার প্রয়োজন হয়।
- কয়েল থেকে ধাতুটি সরান এবং এটিকে ফোরজিং প্রেস বা হাতুড়িতে স্থানান্তর করুন। তাপ হারানো এবং আঘাতের কারণ এড়াতে আপনার এটি দ্রুত এবং সাবধানে করা উচিত। গরম ধাতু পরিচালনা করতে আপনি চিমটি, ক্ল্যাম্প বা অন্যান্য সরঞ্জাম ব্যবহার করতে পারেন। পোড়া এবং স্পার্ক প্রতিরোধ করার জন্য আপনাকে প্রতিরক্ষামূলক গ্লাভস, গগলস এবং পোশাক পরতে হবে। আপনি ধাতুর শেষটিকে পছন্দসই ফাস্টেনার আকারে আকৃতি দিতে একটি দুই-অংশের ডাই ব্যবহার করতে পারেন, যেমন একটি ষড়ভুজ মাথা, একটি বর্গাকার মাথা বা একটি বৃত্তাকার মাথা। ধাতুটিকে ফাটল বা বিভক্ত না করে বিকৃত করার জন্য আপনার যথেষ্ট শক্তি এবং গতি প্রয়োগ করা উচিত। আপনি উত্তপ্ত ফাস্টেনারে একটি থ্রেড তৈরি করতে একটি থ্রেড রোলিং ডাই ব্যবহার করতে পারেন, যার থ্রেড কাটার ক্ষেত্রে সুবিধা রয়েছে, যেমন উচ্চ শক্তি, ভাল পৃষ্ঠ ফিনিস এবং কম খরচ।
- প্রয়োজনে ধাতব রড বা দণ্ডের অন্য প্রান্তের জন্য প্রক্রিয়াটি পুনরাবৃত্তি করুন। আপনি একটি একক রড বা বার থেকে একাধিক ফাস্টেনারকে ভাগে কেটে আলাদাভাবে প্রতিটি অংশ গরম করে নকল করতে পারেন। আপনার নিশ্চিত হওয়া উচিত যে ফাস্টেনারগুলি আকার, আকৃতি এবং গুণমানের সাথে সামঞ্জস্যপূর্ণ।
- নকল ফাস্টেনারগুলিকে ঠাণ্ডা করুন এবং অতিরিক্ত চিকিত্সা যেমন টেম্পারিং, শক্ত করা বা আবরণ সঞ্চালন করুন৷ আপনি ধাতুর ধরন এবং পছন্দসই বৈশিষ্ট্যগুলির উপর নির্ভর করে বাতাস, জল বা তেল দ্বারা ফাস্টেনারগুলিকে শীতল করতে পারেন। ফাস্টেনারগুলিকে ঠাণ্ডা করার ফলে অবশিষ্ট স্ট্রেস কমে যাবে এবং ধাতুর যান্ত্রিক বৈশিষ্ট্য উন্নত হবে। এছাড়াও আপনি একটি চ্যানেল কয়েলে ফাস্টেনারগুলিকে আবার গরম করতে পারেন এবং তাদের মেজাজ এবং ফোরজিং স্ট্রেস থেকে মুক্তি দিতে পারেন। টেম্পারিং ধাতুর দৃঢ়তা এবং নমনীয়তা বৃদ্ধি করবে, যখন কঠোরতা এবং ভঙ্গুরতা হ্রাস করবে। আপনি দস্তা, নিকেল বা ক্রোমের মতো ফাস্টেনারগুলিতে একটি আবরণও প্রয়োগ করতে পারেন, যা ফাস্টেনারগুলির জারা প্রতিরোধ, চেহারা বা কার্যকারিতা বাড়াতে।
{kind=link}
{kind=link}
{kind=link}