বর্তমানে, অনেক ধরণের খাঁজ কাটা অংশ রয়েছে, যেমন ক্যামশ্যাফ্ট খোলার খাঁজ, ডিফারেনশিয়াল হাউজিং ইত্যাদি। তবে, খাঁজ কাটা অংশগুলি নিভানোর গুণমান নিশ্চিত করা হয়নি এবং নিভানোও খুব কঠিন। এই কাগজে, খাঁজ-টাইপ quenching inductor একটি ফর্ম এবং দুটি উন্নত করা হয়েছে, এবং প্রক্রিয়া ডিবাগিং এ সামঞ্জস্য করা হয়েছে, যাতে quenching প্রভাব আদর্শ এবং বিভিন্ন খাঁজ অংশের প্রয়োজনীয়তা পূরণ করে।
1. খাঁজকাটা অংশের জন্য ইন্ডাক্টর নিবারণ করার বিষয়ে আলোচনা
(1) খাঁজকাটা quenching inductors অবস্থা
পার্ট স্লটের ভিতরের দিকটি উত্তপ্ত হয়, বিশেষ করে যখন ভিতরের দিকের প্রস্থ ছোট হয়, তখন ইন্ডাক্টর ডিজাইন করা কঠিন। চিত্র 1 এর প্রবর্তক উচ্চ দক্ষতার সাথে অভ্যন্তরীণ পৃষ্ঠকে উত্তপ্ত করতে প্রক্সিমিটি প্রভাবের নীতি ব্যবহার করে। ইন্ডাক্টরের সক্রিয় অংশ হল মাঝখানে দুটি পরিবাহী টিউব। যেহেতু দুটি টিউবের বর্তমান দিক যে কোনো সময় একই দিকে থাকে, তাই পরিবাহী নলের কারেন্ট বাইরের দিকে চেপে যায়। যদিও দুটি কন্ডাক্টিং টিউবগুলিতে কোনও চুম্বক যোগ করা হয় না, তবে তাদের যথেষ্ট উচ্চ গরম করার দক্ষতা রয়েছে।
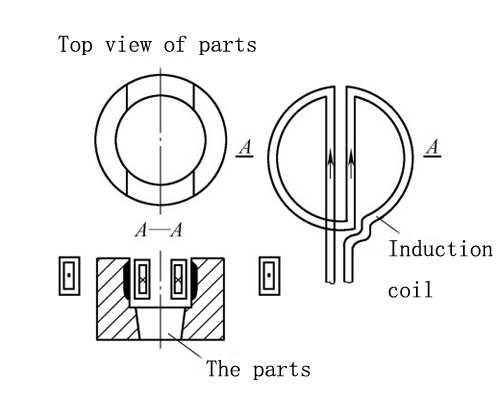
চিত্র 1 স্লটের ভিতরে দুই-তারের হিটিং ইন্ডাস্টর
(2) ছোট খোলার স্লট সহ quenching inductor এর ডিজাইন
যেহেতু স্লটের প্রস্থ 9 মিমি, দুটি পরিবাহী টিউব সূচনাকারী তৈরি করতে ব্যবহার করা হয়, ব্যবহৃত তামার টিউবগুলি খুব ছোট, তৈরি করা কঠিন এবং সূচনাকারীর জীবন খুব ছোট। অতএব, এটি উন্নত করা হয়, এবং একটি একক তামার নল গরম করার জন্য ব্যবহার করা হয়, এবং ইন্ডাকশন হিটিং এর প্রক্সিমিটি ইফেক্ট গরম করার জন্য ব্যবহার করা হয় (চিত্র 2 দেখুন)।
চিত্র 2 উন্নত শিল্প কাঠামো
2. খাঁজ quenching inductor আবেদন
পরবর্তীতে, যথাক্রমে ক্যামশ্যাফ্ট খাঁজ এবং ডিফারেনশিয়াল কেসের খোলার খাঁজ দিয়ে নির্গমন পরীক্ষা করা হয়েছিল।
(1) ক্যামশ্যাফ্ট খোলা খাঁজ নির্গমন প্রক্রিয়া পরীক্ষা
আমাদের কোম্পানিকে ক্যামশ্যাফ্ট প্রস্তুতকারকের দ্বারা ক্যামশ্যাফ্টের খোলা খাঁজ নিভানোর দায়িত্ব দেওয়া হয়েছিল। খোলা খাঁজের প্রস্থ 9.3 মিমি, গভীরতা 9 মিমি, এবং খাঁজের প্রস্থের বিকৃতি 0.1 মিমি এর কম বা সমান (চিত্র 3 দেখুন)।
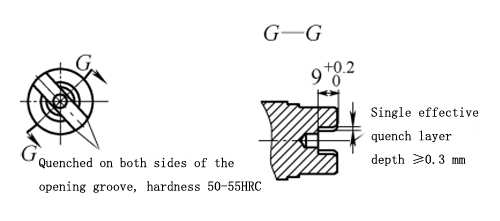
ডুমুর 3 ক্যামশ্যাফ্ট খোলার জন্য প্রযুক্তিগত প্রয়োজনীয়তা
ইন্ডাক্টরের গরম করার অংশটি প্রথমে একটি আয়তক্ষেত্রাকার ক্রস-সেকশন কপার টিউব দ্বারা উত্তপ্ত করা হয় (চিত্র 4 দেখুন), গরম করার পৃষ্ঠ এবং খোলার স্লটের নীচের পৃষ্ঠের মধ্যে ব্যবধান সামঞ্জস্য করুন এবং 50kW, 30kHz ফ্রিকোয়েন্সি ব্যবহার করুন, নিভানোর জন্য এলাকা মাত্র 4 মিমি, যা প্রযুক্তিগত প্রয়োজনীয়তা পূরণ থেকে অনেক দূরে। প্রবর্তক কাঠামো উন্নত করা প্রয়োজন।

চিত্র 4 আয়তক্ষেত্রাকার অংশের (30kHz) কার্যকরী গরম করার পৃষ্ঠের সাথে তামার টিউবের নমুনা ব্লকের নির্গমন
ইন্ডাক্টরের গরম করার অংশটি একটি ট্র্যাপিজয়েডাল সেকশন কপার টিউব ব্যবহার করে (চিত্র 5 দেখুন), গরম করার পৃষ্ঠ এবং খোলার স্লটের নীচের পৃষ্ঠের মধ্যে ব্যবধান সামঞ্জস্য করে, এবং 30kHz, 50kW ফ্রিকোয়েন্সি ব্যবহার করে quenching এর জন্য, quenching এলাকা মাত্র 8mm, এখনও 9 মিমি প্রয়োজনীয়তা পূরণ করে না, তবে এটি প্রযুক্তিগত প্রয়োজনীয়তার খুব কাছাকাছি, এই সময়ে প্রক্রিয়া পরামিতি সামঞ্জস্য করা প্রয়োজন।

চিত্র 5 ট্র্যাপিজয়েডাল বিভাগ কার্যকর গরম করার পৃষ্ঠের সাথে তামার টিউবের নমুনা ব্লকের নির্গমন (30kHz)
ইন্ডাক্টরের হিটিং অংশের জন্য ট্র্যাপিজয়েডাল ক্রস-সেকশন কপার টিউব ব্যবহার করার চেষ্টা করুন, গরম করার পৃষ্ঠ এবং খোলা খাঁজের নীচের পৃষ্ঠের মধ্যে ব্যবধান সামঞ্জস্য করুন এবং 5.8kHz ফ্রিকোয়েন্সি, 90kW শর্ট-টাইম গরম করার জন্য ব্যবহার করুন, গভীরতা এবং পুরো উন্মুক্ত খাঁজের উভয় পাশে শক্ত হওয়া স্তরটির কঠোরতা প্রযুক্তিগত প্রয়োজনীয়তা পূরণ করে, খোলার খাঁজের নীচের পৃষ্ঠে এবং সমকোণে একটি শক্ত স্তর রয়েছে (চিত্র 6 দেখুন), এবং বিকৃতিটিও ছোট ( সংযুক্ত টেবিল দেখুন), এবং গ্রাহক খুব সন্তুষ্ট।

চিত্র 6. ট্র্যাপিজয়েডাল বিভাগ কার্যকর গরম করার পৃষ্ঠের তামা টিউব নিভানোর নমুনা (5.8kHz)
(2) ডিফারেনশিয়াল কেসের খোলার স্লটের প্রক্রিয়া পরীক্ষা
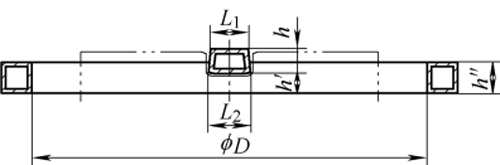
ডিফারেনশিয়াল কেসের সংযোগকারী খাঁজ নিভানোর জন্য একটি অটোমোবাইল প্রস্তুতকারকের দ্বারা আমাদের কোম্পানিকে কমিশন দেওয়া হয়েছিল (চিত্র 7 দেখুন)। খাঁজের প্রস্থ 18.5 মিমি এবং গভীরতা 9 মিমি। Φ8 এবং Φ120 রিংগুলিতে 75টি খাঁজ সমানভাবে বিতরণ করা হয়। কারিগরি প্রয়োজনীয়তা ফোরজিং হয় নিভে যাওয়া এবং টেম্পারিং ট্রিটমেন্ট 90~230HBW পরে, ডটেড লাইনের অংশটি ইন্ডাকশন শক্ত হয়ে গেছে, পৃষ্ঠের কঠোরতা হল 53~59HRC, Ds=2~3mm।
চিত্র 7 ডিফারেনশিয়াল কেসের খোলার স্লটের জন্য প্রযুক্তিগত প্রয়োজনীয়তা
যেহেতু ট্র্যাপিজয়েডাল ক্রস-সেকশন ইন্ডাকটরের নিভে যাওয়ার প্রভাব সামনের দিকে আদর্শ, তাই পরবর্তী পরীক্ষাগুলিতেও এই ইন্ডাক্টর কাঠামো ব্যবহার করা হয়। গরম এবং নিভানোর জন্য 5.8kHz, 98kW ব্যবহার করুন, সূচনাকারী এবং ট্যাঙ্কের নীচের পৃষ্ঠের মধ্যে ব্যবধান 0.5 ~ 1 মিমি, এবং 5.2 সেকেন্ডের জন্য গরম করুন (দ্রষ্টব্য: টেম্পারিং এলাকার কাছাকাছি টেম্পারিং প্রতিরোধ করতে একটি সহায়ক কুলিং সিস্টেম যুক্ত করুন খোলা ট্যাঙ্ক)। R2mm ফিলেটে কোন শক্ত স্তর নেই তা পরীক্ষা করুন (চিত্র 8 দেখুন)। সেন্সরের অবস্থান এবং প্রক্রিয়া পরামিতি সংশোধন করা প্রয়োজন।

চিত্র 8 ডিফারেনশিয়াল ক্ষেত্রে প্রথম quenched নমুনা
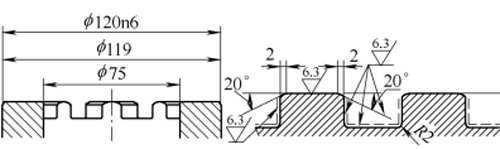
উপরের পরীক্ষা অনুসারে, নিম্নলিখিত সংশোধনগুলি করা হয়েছে: নীচের প্রান্তের ব্যবধানটি 1~1.5 মিমিতে বাড়ান, গরম এবং নিভানোর জন্য 5.8kHz, 98kW ব্যবহার করুন এবং গরম এবং নিভানোর জন্য গরম করার সময় 6.5 সেকেন্ডে প্রসারিত করুন (দ্রষ্টব্য: একটি যোগ করুন ওপেন স্লট টেম্পারডের সংলগ্ন হওয়া থেকে quenching জোন প্রতিরোধ করার জন্য সহায়ক কুলিং সিস্টেম)। পরীক্ষার ফলাফল: খাঁজের উভয় পাশে পৃষ্ঠের কঠোরতা হল 55-56HRC, Ds=2mm; R2mm এ পৃষ্ঠের কঠোরতা হল 55HRC, Ds=1.5mm; খাঁজ নীচের পৃষ্ঠের পৃষ্ঠের কঠোরতা হল 56HRC, Ds=3mm (চিত্র 9 দেখুন)। পরীক্ষার ফলাফল প্রযুক্তিগত প্রয়োজনীয়তা পূরণ.

চিত্র 9 ডিফারেনশিয়াল ক্ষেত্রে দ্বিতীয় quenching নমুনা
3. উপসংহার
নিভানোর খাঁজ অংশগুলির মূল বিষয়গুলি নিম্নরূপ: সূচনাকারীর গঠন এবং কার্যকরী গরম করার পৃষ্ঠের কাঠামো, সূচনাকারী এবং নিভানোর অংশের মধ্যে ব্যবধান এবং নিভানোর প্রক্রিয়ার পরামিতিগুলির সাথে মিল (ফ্রিকোয়েন্সি, পাওয়ার, গরম করার সময় ইত্যাদি) .), এবং টেম্পারিং-বিরোধী কুলিং সিস্টেম quenching এলাকার কাছাকাছি।
উপরন্তু, এই ধরনের অংশগুলির শক্ত হওয়া স্তরের গভীরতার উপর ফাঁকটির খুব স্পষ্ট প্রভাব রয়েছে এবং সেন্সরের দুই পাশে এবং খোলার খাঁজের পাশের ফাঁকটি ঠিক একই রকম তা নিশ্চিত করা কঠিন। উভয় দিকের শক্ত হওয়া স্তরের গভীরতা এবং আকৃতিকে অপ্রতিসম করে তোলে, তাই পজিশনিং ফিক্সচারের যথার্থতা খুব বেশি বলে মনে হয়। গুরুত্বপূর্ণ
ট্যাগ্স:কেস শক্ত করা, বিক্রির জন্য, আনয়ন কঠিনীভবন অটোমোবাইল উপাদান, আনয়ন স্বয়ংচালিত অংশ শক্ত করা, আনয়ন কঠিনীভবন cams, আনয়ন কঠিনীভূত সিভি জয়েন্টগুলোতে, আনয়ন কঠিনীকরণ CVJ, আনয়ন কঠিন ডিফারেনশিয়াল ক্ষেত্রে, আবেশন কঠিনীভবন খাঁজ, আনয়ন কঠিন এলজে বাইরের, আনয়ন শক্তকরণ মেশিন, আনয়ন শক্ত করার মেশিন টুল, আনয়ন শক্ত করার প্রক্রিয়া, আনয়ন কঠোরকরণ পরিষেবা, আনয়ন কঠোর সমাধান, আনয়ন কঠিনীভবন ইস্পাত, আনয়ন হিটার, আবেশন গরম, আনয়ন গরম করার যন্ত্র, ইন্ডাকটন শক্ত করার মেশিন, KETCHAN, KETCHAN Electronic, নির্মাতারা, মূল্য, সরবরাহকারীদের, আনয়ন শক্ত হওয়ার পর টেম্পারিং, Zhengzhou KETCHAN, Zhengzhou KETCHAN Electronic





