")



কেন ভালভ আনয়ন শক্ত হয়?
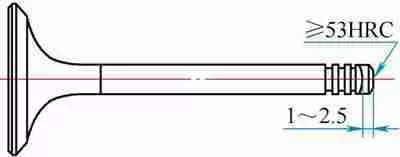
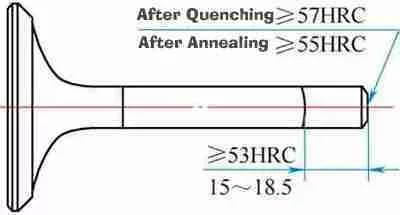
ইঞ্জিন ভালভের পরিষেবা জীবন উন্নত করার জন্য, আমাদের ভালভ স্টেম এবং শঙ্কু পৃষ্ঠ আনয়ন শক্তকরণ প্রক্রিয়াটি করা উচিত। নিভানোর কঠোরতা সাধারণত 50-62 এইচআরসি, ইন্ডাকশন নিভানোর দৈর্ঘ্য বা গভীরতা ≥ 2 মিমি, সূক্ষ্ম দানার আকার 8 মাত্রায়, ইত্যাদি, ভালভ পরিষেবার শর্ত এবং প্রয়োজনীয়তা অনুসারে, ভালভ রড শেষ নিঃশ্বাসকে ভালভ স্টেম ফুল হার্ডেনিং, রড এন্ড ইমপ্যাক্ট quenching, স্টেম প্রোফাইল quenching ইত্যাদিতে ভাগ করা যেতে পারে। কিছু বিখ্যাত ভালভ নির্মাতাদের পরিবেশন করার বছর পরে, আমরা আমাদের ভালভ ইন্ডাকশন হার্ডনিং মেশিনগুলিকে দ্রুত, স্থিতিশীল এবং বাণিজ্যিক করতে সর্বদা আপডেট করছি।
ভালভ ইনডাকশন হার্ডনিং মেশিন কয়েল কিভাবে করবেন?
ভালভ রড শেষ quenching উচ্চ ফ্রিকোয়েন্সি আনয়ন কঠিনীকরণ সরঞ্জাম এবং প্রবর্তক দ্বারা অর্জন করা হয়. ইন্ডাকশন হিট ট্রিটমেন্টের গুণমান এবং সরঞ্জামের দক্ষতা এবং ব্যবহার মূলত ইন্ডাক্টর স্ট্রাকচার ডিজাইন এবং ম্যানুফ্যাকচারিং এর উপর নির্ভর করে। ভালভ রড এন্ড কোঞ্চিং ইন্ডাক্টরের ধরন এবং বৈশিষ্ট্য অনুসারে, এটি প্লেন ইনডাক্টর, ইউ-আকৃতির বা আয়তক্ষেত্রাকার ইন্ডাকটর (কপি করা), ওপেন ক্রমাগত নিভে যাওয়া ইন্ডাক্টর (রড এন্ড কোঞ্চিং, ইত্যাদি) এ বিভক্ত করা যেতে পারে, এর বিভিন্ন প্রান্তের মুখ দেখা যায়। কঠোরতা, প্রশমিত দৈর্ঘ্য বা গভীরতা প্রযুক্তিগত প্রয়োজনীয়তা, ইত্যাদি। ভালভ রড শেষ quenching প্রক্রিয়ার মধ্যে, নিরপেক্ষ ইনডাক্টরের জন্য প্রাথমিক প্রয়োজনীয়তাগুলি নিম্নরূপ:
- ইনডাক্টরটিকে একটি আয়তক্ষেত্রাকার (বা গোলাকার কপার টিউব) খাঁটি কপার টিউব বা কপার প্লেট দিয়ে ঢালাই করা হয় যাতে ডান কোণে তীক্ষ্ণ কোণার প্রভাব এড়ানো যায় এবং কোণে অতিরিক্ত গরম হওয়া বা জ্বলতে না পারে।
- প্রভাব এবং প্রোফাইল quenching সময় গরম করার দক্ষতা উন্নত করার জন্য সূচনাকারীকে একটি চৌম্বক নির্দেশিকা দিয়ে সজ্জিত করা উচিত।
- পর্যাপ্ত শক্তি সহ ইনস্টল করা, তৈরি করা এবং সামঞ্জস্য করা সহজ, গরম করার প্রক্রিয়াতে বিকৃত করা সহজ নয় এবং সূচনাকারীতে স্কেল এবং বাহ্যিক ময়লা পরিষ্কার করা সুবিধাজনক।
- টাইপ ইনডাক্টরের মাধ্যমে ক্রমাগত নিভানোর জন্য, উপরের এবং নীচের, নিরোধক টাইলের ভিতরে, ইগনিশন প্রতিরোধ করতে, পরিষেবার জীবন দীর্ঘায়িত করতে এবং আরও ভাল শীতল অবস্থা রয়েছে।
প্রচুর পরিমাণে উত্পাদন অনুশীলন প্রমাণ করেছে যে একটি নলাকার সূচনাকারীর পরিবর্তে একটি আয়তক্ষেত্রাকার সূচনাকারীর ব্যবহারের সুস্পষ্ট সুবিধা রয়েছে ভালভ রডের প্রান্তে ইন্ডাকশন নিবারণের গুণমান উন্নত করতে, ভালভের পরিষেবা জীবন দীর্ঘায়িত করতে এবং উত্পাদনশীলতা বৃদ্ধি, সহায়ক সময়কে সংক্ষিপ্ত করে এবং সরলীকরণে। নির্গমন সরঞ্জাম।
ভালভ আনয়ন হার্ডেনিং মেশিন প্রযুক্তিগত বৈশিষ্ট্য কি?
আমাদের স্বয়ংক্রিয় ভালভ ইন্ডাকশন হার্ডেনিং মেশিনের প্রধান বৈশিষ্ট্যগুলি নিম্নরূপ:
- সূচনাকারী স্থির, এবং ভালভ রড এর quenching দৈর্ঘ্য স্থিতিশীল.
- গরম করার তাপমাত্রা সামঞ্জস্য করার জন্য quenching শক্তি গ্রহণ, ভাল নিয়ন্ত্রণ কর্মক্ষমতা আছে.
- স্বয়ংক্রিয় লোডিং এবং আনলোডিং, কৃত্রিম বুদ্ধিমান নিয়ন্ত্রণ, এবং উচ্চ এবং নিম্ন তাপমাত্রার অ্যালার্ম বিচ্ছেদ।
কিভাবে ভালভ আনয়ন শক্ত করতে?
নিভানোর পরে ভালভ রড শেষের গুণমান প্রযুক্তিগত প্রয়োজনীয়তাগুলি পূরণ করে তা নিশ্চিত করার জন্য, ইন্ডাকশন হার্ডেনিং কয়েল এবং কুলিং সিস্টেমের কাঠামো ভালভ রডের প্রান্ত শক্ত করার প্রযুক্তিগত প্রয়োজনীয়তা অনুসারে নির্বাচন করা উচিত। প্রক্রিয়া পরীক্ষার ফলাফল অনুযায়ী সেরা প্রক্রিয়া পরামিতি নির্ধারণ, এবং নির্দিষ্ট প্রয়োজনীয়তা অনুযায়ী নিম্নলিখিত নির্দিষ্ট প্রক্রিয়া নিয়ন্ত্রণ করতে.
- ভালভ ইনডাকশন হার্ডনিং মেশিন গরম করার ক্ষমতা, ভোল্টেজ, বর্তমান (তাপীকরণের তাপমাত্রা) বা গরম করার শক্তি, গরম করার সময় (বীট) বা ফিডের গতি নির্ধারণ করতে।
- quenching কুলিং মাঝারি তাপমাত্রা, স্প্রে চাপ, তেল বা জল quenching কুলিং মাঝারি ঘনত্ব পরিসীমা এবং শীতল সময়.
- quenching কুলিং মিডিয়াম সার্কুলেশন সিস্টেম নিয়মিত পরিষ্কার করা উচিত. ত্রুটিপূর্ণ সরঞ্জামের প্রতিটি শাটডাউন বা পুনঃসূচনা করার পরে, 20 মিনিটের জন্য quenching কুলিং মাধ্যমটি সঞ্চালিত হওয়ার পরে রডের শেষ নিভে যাওয়া উচিত।
- চৌম্বক কন্ডাকটরকে ইন্ডাক্টরের সাথে নির্ভরযোগ্যভাবে সংযুক্ত করতে হবে এবং নিশ্চিত করতে হবে যে এটি ইন্ডাক্টরের ভিতরের প্রাচীরের সমান্তরাল।
- ইন্ডাক্টর এবং কুলিং সিস্টেমের কাঠামোগত আকার ভালভ রড নিভে যাওয়ার প্রয়োজনীয়তার সাথে সামঞ্জস্যপূর্ণ হওয়া উচিত।
- ইঞ্জিন ভালভ রড শেষ quenching পজিশনিং ডিভাইস এবং ক্ল্যাম্পিং বা প্রেসিং ডিভাইস প্রতিটি শিফট পরিদর্শন করা উচিত, এবং পরিদর্শনের জন্য অস্বাভাবিকতা বন্ধ করা উচিত।
KETCHAN ভালভ আনয়ন হার্ডনিং মেশিন ডেটা শীট?
প্রক্রিয়া পরিসীমা | ভালভ ব্যাস: 5-10 মিমি, ভালভ টুপি ব্যাস 20-50 মিমি, মোট দৈর্ঘ্য 70-150 মিমি। |
উপাদান | 21-4N, 4Cr10Si2Mo, আসল কঠোরতা 25-45HRC |
শক্ত করার গভীরতা | 2-5mm |
শক্ত হওয়া কঠোরতা | 50HRC এর বেশি |
উচ্চ ফ্রিকোয়েন্সি আনয়ন গরম করার মেশিন | ভোল্টেজ: 380V~480V 50Hz/60Hz ফ্রিকোয়েন্সি: 20-60KHZ |
সমস্ত ক্ষমতা | 40KW |
উৎপাদন গতি | 5 এস/পিস |




{kind=link}
{kind=link}