-
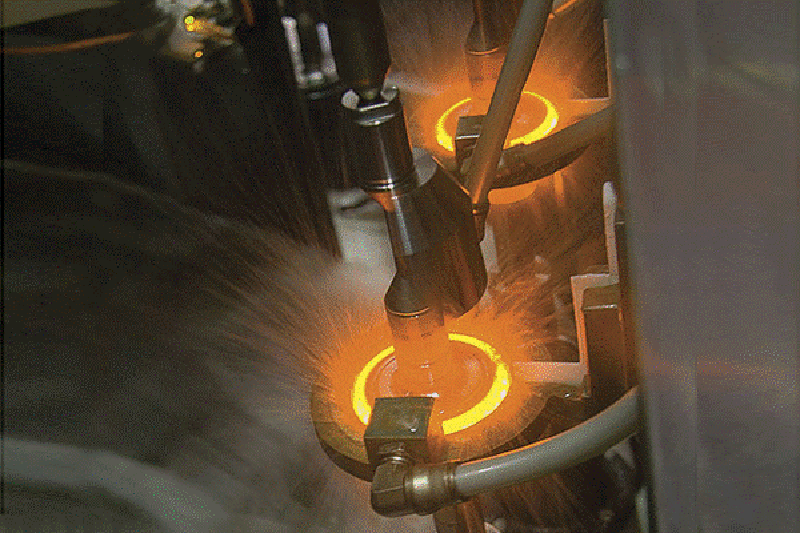
 ইন্ডাকশন হিট ট্রিটমেন্ট সিস্টেম
ইন্ডাকশন হিট ট্রিটমেন্ট সিস্টেমগিয়ার হার্ডেনিং মেশিন
-
ইন্ডাকশন হিট ট্রিটমেন্ট সিস্টেম
সারফেস হার্ডেনিং মেশিন
-
ইন্ডাকশন হিট ট্রিটমেন্ট সিস্টেম
খাদ আনয়ন হার্ডেনিং মেশিন
-
 ইন্ডাকশন হিট ট্রিটমেন্ট সিস্টেম
ইন্ডাকশন হিট ট্রিটমেন্ট সিস্টেমক্র্যাঙ্কশ্যাফ্ট ইন্ডাকশন হার্ডেনিং মেশিন
-
সিএনসি হার্ডেনিং সিস্টেম
শ্যাফ্ট সিএনসি হার্ডেনিং মেশিন টুল
-
সিএনসি হার্ডেনিং সিস্টেম
ইন্ডাকশন কোনচিং সিস্টেম





