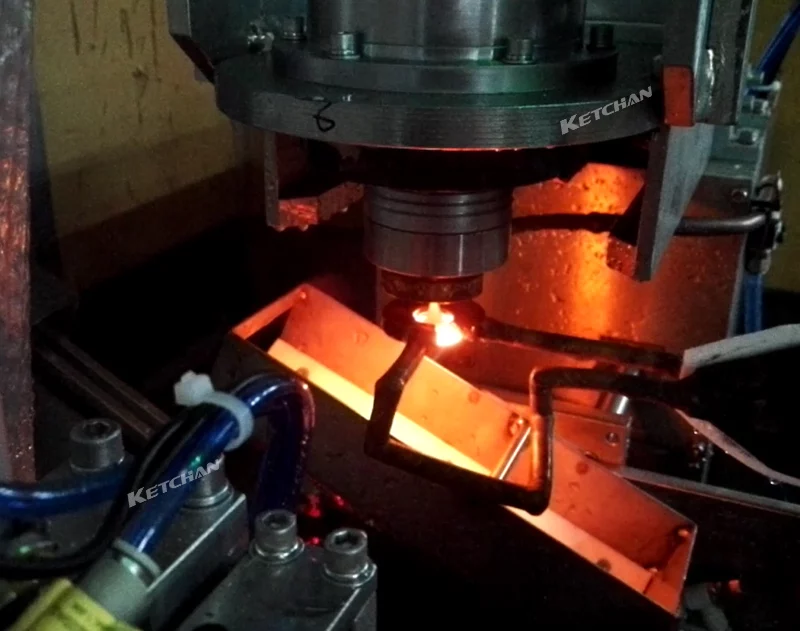
অটো ইঞ্জিন ভালভ ইন্ডাকশন হার্ডেনিং মেশিন ইন্ডাকশন হার্ডেনিং ইঞ্জিন স্টেম এবং ইনডাকশন হার্ডেনিং ইঞ্জিন সিটের জন্য ব্যবহৃত হয়। এটি একটি স্বয়ংক্রিয় ইঞ্জিন ভালভ আনয়ন তাপ চিকিত্সা সিস্টেম।
ইঞ্জিন ভালভের কাজ হল ইঞ্জিনে বাতাস প্রবেশ করানো এবং দহনের পরে নিষ্কাশন গ্যাস নিষ্কাশন করা, যার মধ্যে সাধারণত একটি ভালভ স্টেম এবং একটি ভালভ হেড থাকে। ভালভের কান্ডের প্রান্তগুলি শক্তির প্রয়োজনীয়তা পূরণের জন্য প্রয়োজন অনুসারে তাপ চিকিত্সা করা হয়। তাপ চিকিত্সার সময়, শক্তির প্রয়োজনীয়তা, গ্রাহকের প্রয়োজনীয়তা এবং ভালভ স্টেমের আকার অনুসারে বিভিন্ন পদ্ধতি গ্রহণ করা হবে। ভালভ স্টেমের ব্যাস 8 মিমি এর চেয়ে বেশি বা সমান হলে, পৃষ্ঠ শক্ত করা প্রয়োজন; ভালভ স্টেমের ব্যাস 8 মিমি এর কম হলে, সম্পূর্ণ শক্ত হওয়া প্রয়োজন।
আপনি যদি ইঞ্জিন ভালভ ক্ষেত্রগুলিতে থাকেন, ইঞ্জিন ভালভ ইন্ডাকশন হার্ডনিং সিস্টেম সম্পর্কে আরও তথ্যের জন্য অনুরোধ করতে, অনুগ্রহ করে আমাদের সাথে যোগাযোগ করুন।
")
")
")
")