অটোমোবাইল হুইল পণ্যের পৃষ্ঠ আবেশন তাপ চিকিত্সার আগে, সূচনাকারীর নকশা খুবই গুরুত্বপূর্ণ। এর গুণমান আনয়ন গরম কুণ্ডলী সরাসরি পণ্যের ডিবাগিং এবং প্রক্রিয়াকরণকে প্রভাবিত করে এবং পণ্যের নিরসনের মানের উপর একটি বড় প্রভাব ফেলে। একটি নির্দিষ্ট পণ্যের ইন্ডাকশন হিট ট্রিটমেন্টের জন্য, পণ্য কমিশনিং সম্পূর্ণ করার জন্য ইন্ডাক্টরের নকশা বিশ্লেষণ এবং আলোচনা করুন।
সংক্ষিপ্ত বিবরণ
প্রধানত ইলেক্ট্রোম্যাগনেটিক ইন্ডাকশনের ঘটনার উপর নির্ভর করে ধাতুগুলিকে একটি আবেশকের মধ্যে উত্তপ্ত করা যেতে পারে। ইলেক্ট্রোম্যাগনেটিক ইন্ডাকশনের সারমর্ম হল: একটি বিকল্প চৌম্বক ক্ষেত্র একটি বিকল্প বৈদ্যুতিক ক্ষেত্র সৃষ্টি করে এবং একটি বিকল্প বৈদ্যুতিক ক্ষেত্র একটি বিকল্প চৌম্বক ক্ষেত্র সৃষ্টি করে। যখন একটি পরিবর্তিত কারেন্ট একটি পরিবাহীর মধ্য দিয়ে যায়, তখন পরিবাহীর পৃষ্ঠে বর্তমান ঘনত্ব তুলনামূলকভাবে বড় হয়, যখন পরিবাহীর ভিতরে বর্তমান ঘনত্ব তুলনামূলকভাবে ছোট হয়। এই ঘটনাটি ত্বকের প্রভাব, যা ত্বকের প্রভাব বা পৃষ্ঠের প্রভাব নামেও পরিচিত। এছাড়াও, প্রক্সিমিটি ইফেক্ট এবং রিং ইফেক্ট রয়েছে, যা ইন্ডাকশন হিট ট্রিটমেন্টের জন্য খুবই গুরুত্বপূর্ণ। আবেশন তাপ চিকিত্সা একটি সংক্ষিপ্ত গরম করার সময়, কম অক্সাইড ত্বক, ছোট বিকৃতি, শক্তি সঞ্চয়, এবং পরিবেশগত সুরক্ষা, এবং এটি যান্ত্রিকীকরণ এবং অটোমেশন উপলব্ধি করা সহজ। অতএব, এটি অটোমোবাইল উত্পাদন, ট্রাক্টর, নির্মাণ যন্ত্রপাতি, ভারী যন্ত্রপাতি, ভারবহন শিল্প, রেলওয়ে এবং ধাতুবিদ্যা এবং অন্যান্য শিল্পে ব্যাপকভাবে ব্যবহৃত হয়। প্রবণতা খুব ভাল.
লেখক নিযুক্ত করা হয়েছে আনয়ন কঠোরতা প্রায় 10 বছর ধরে অটোমোবাইল হুইল হাব। বাইরের ফ্ল্যাঞ্জ এবং অভ্যন্তরীণ ফ্ল্যাঞ্জের আনয়ন তাপ চিকিত্সার প্রক্রিয়া প্রবাহ বিশ্লেষণ করা হয়েছে এবং সহকর্মীদের দ্বারা রেফারেন্স এবং আলোচনার জন্য নীচে সাজানো হয়েছে।
পণ্য অঙ্কন বিশ্লেষণ
বাইরের ফ্ল্যাঞ্জ এবং ভিতরের ফ্ল্যাঞ্জের কাঠামো যথাক্রমে চিত্র 1 এবং চিত্র 2 এ দেখানো হয়েছে।
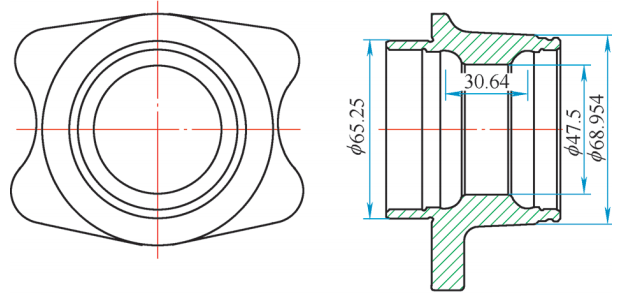
চিত্র 1 বাইরের ফ্ল্যাঞ্জ কাঠামো
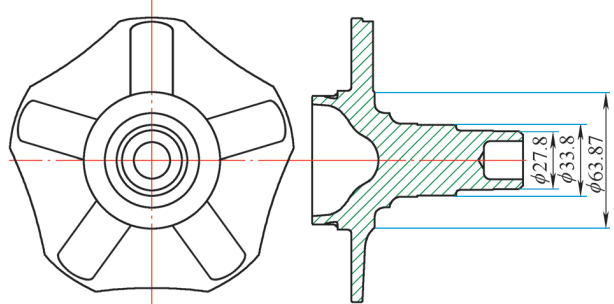
চিত্র 2 ভিতরের ফ্ল্যাঞ্জ গঠন
1. সমালোচনামূলক মাত্রা
বাইরের ফ্ল্যাঞ্জ (অভ্যন্তরীণ গর্ত): পণ্যের প্রাচীরের বেধ, ভিতরের ব্যাস, উচ্চতা, খাঁজের ব্যবধান, বেস বৃত্তের আকার, সামগ্রিক কাঠামো ইত্যাদি।
এই পণ্যের খাঁজ ব্যবধান 30.64 মিমি, বেস সার্কেল ব্যাস 65.25 মিমি, ক্যালিবার প্রাচীরের বেধ 10 মিমি, এবং নিভে যাওয়া এলাকার দৈর্ঘ্য 40 মিমি। অভ্যন্তরীণ ফ্ল্যাঞ্জ (বাহ্যিক বৃত্ত): পণ্যটির প্রধান চ্যানেলের শ্যাফ্ট ব্যাস, খাদের উচ্চতা, বেস বৃত্তের আকার এবং সামগ্রিক গঠন ইত্যাদি। পণ্যটি একটি শক্ত খাদ যার প্রধান চ্যানেলের ব্যাস 33.8 মিমি, একটি শ্যাফ্ট উচ্চতা 71.1 মিমি, একটি বেস সার্কেল ব্যাস 60 মিমি, এবং 52 মিমি একটি নিভৃত এলাকা দৈর্ঘ্য।
2. প্রযুক্তিগত প্রয়োজনীয়তা
তাপ চিকিত্সা প্রযুক্তিগত প্রয়োজনীয়তা চিত্র 3 এবং চিত্র 4 এ দেখানো হয়েছে।
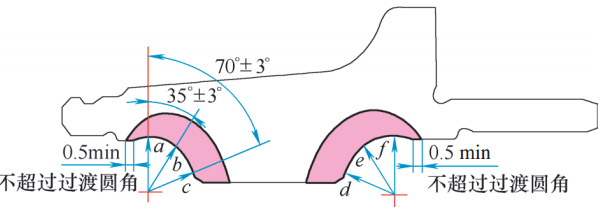
চিত্র 3 বাইরের ফ্ল্যাঞ্জ
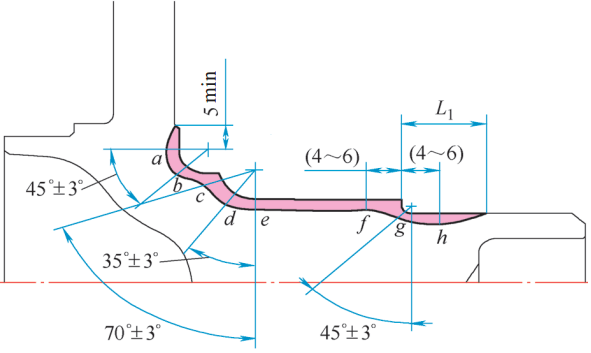
চিত্র 4 ভিতরের ফ্ল্যাঞ্জ
(1) অভ্যন্তরীণ এবং বাইরের ফ্ল্যাঞ্জগুলি নিভানোর এবং টেম্পারিংয়ের জন্য প্রযুক্তিগত প্রয়োজনীয়তা
নিভে যাওয়া পৃষ্ঠের কঠোরতা হল 62-65HRC, এবং টেম্পারিং পৃষ্ঠের কঠোরতা হল 59-63HRC। মেটালোগ্রাফিক কাঠামোটি মার্টেনসাইট 4~6।
(2) বাইরের ফ্ল্যাঞ্জ সনাক্তকরণের জন্য প্রযুক্তিগত প্রয়োজনীয়তা
প্যাটার্ন কোণের দিক থেকে সনাক্ত করা হয়েছে, a, f পয়েন্ট Ds = 1.9 ~ 3.2mm; b, e পয়েন্ট Ds = 2.2 ~ 3.7mm; c, d বিন্দু Ds ≥ 2.4 মিমি।
(3) অভ্যন্তরীণ ফ্ল্যাঞ্জ সনাক্তকরণের জন্য প্রযুক্তিগত প্রয়োজনীয়তা
প্যাটার্ন কোণের দিকনির্দেশনায় a, b, e, h বিন্দু Ds=1.9~3.7mm সনাক্ত করুন; d পয়েন্ট Ds=2.2~3.7mm; g পয়েন্ট Ds≥1.5 মিমি; গ পয়েন্ট Ds≥2.4 মিমি; f পয়েন্ট Ds=2~6mm।
3. পণ্য সেন্সর প্যাটার্ন নির্মাণ
উপরের মাত্রিক তথ্য এবং পণ্য সম্পর্কিত প্রযুক্তিগত প্রয়োজনীয়তা অনুসারে, সেন্সরের মোট উচ্চতা এবং কার্যকরী বৃত্তের আকার পরিমাপ করুন, সেন্সরের নকশা প্যাটার্ন আঁকুন, প্রকৃত পরিস্থিতি অনুযায়ী এটি পরিবর্তন করুন এবং অবশেষে এর আকৃতি নির্ধারণ করুন আনয়ন শক্ত করার কুণ্ডলী।
4. আবেশন হার্ডেনিং কয়েলের উপাদান এবং আকার নির্ধারণ করুন
সার্জারির আনয়ন শক্ত করার কয়েল একটি কার্যকর কুণ্ডলী, একটি পরিবাহী প্লেট, একটি যোগাযোগ প্লেট এবং আনুষাঙ্গিকগুলির সমন্বয়ে গঠিত এবং বিভিন্ন উপকরণ দিয়ে তৈরি।
(1) পরিবাহী যোগাযোগ প্লেট, কার্যকর রিং, এবং পরিবাহী প্লেট। T2 খাঁটি তামা দিয়ে তৈরি এবং পিতলের ইলেক্ট্রোড দিয়ে ব্রেজ করা।
(2) জলের খাঁড়ি এবং আউটলেট পাইপগুলি হল গোলাকার তামার পাইপ যার বাইরের ব্যাস 12 মিমি এবং প্রাচীরের পুরুত্ব 2 মিমি; 14mm×14mm×2mm এর বর্গাকার কপার পাইপ।
(3) কার্যকরী বৃত্ত। বাইরের ফ্ল্যাঞ্জের বর্গাকার তামার পাইপ হল 8mm×10mm×1.5mm; অভ্যন্তরীণ ফ্ল্যাঞ্জের বর্গাকার তামার পাইপটি 12 মিমি × 15 মিমি × 2 মিমি।
1. আবেশন কঠিনীভবন কুণ্ডলী নকশা প্যাটার্ন
সার্জারির আনয়ন শক্ত করার কয়েল নকশা চিত্র 5 এ দেখানো হয়েছে।
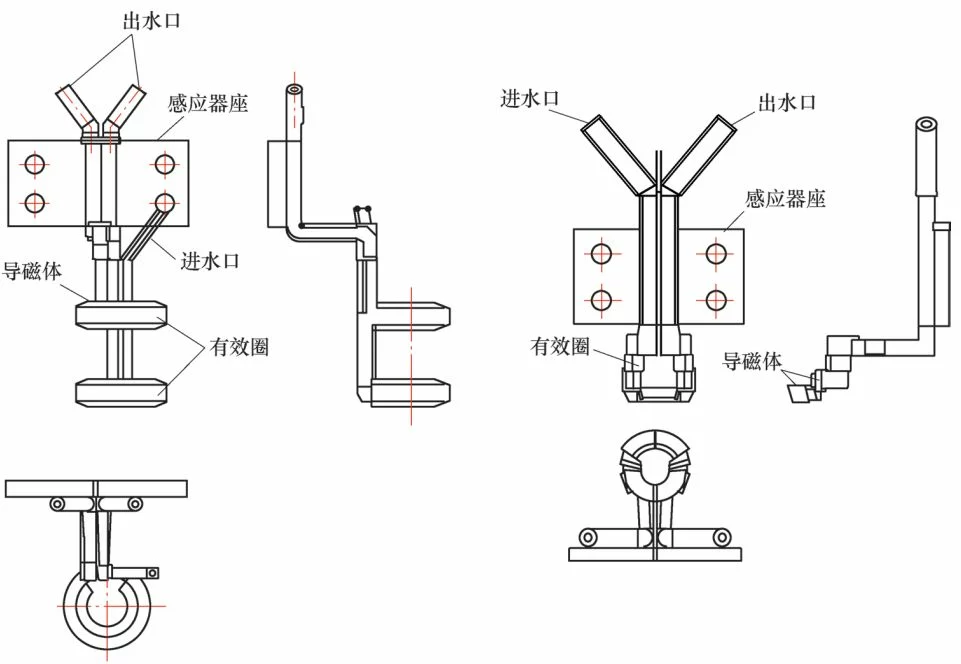
চিত্র 5 ইন্ডাকশন হার্ডনিং কয়েল ডিজাইন প্যাটার্ন
(1) পণ্যের কাঠামো অনুযায়ী সেন্সর প্যাটার্ন ডিজাইন, পরিমাপ এবং আঁকুন এবং প্রতিটি উপাদানের নাম চিহ্নিত করুন।
(2) যোগাযোগ প্লেট. চিত্র 6 এ দেখানো হয়েছে।
চিত্র 6 কানেক্ট প্লেট
কন্টাক্ট প্লেটটি নিশ্চিত করতে হবে যে এটি নিভৃত ট্রান্সফরমারের সাথে নির্ভরযোগ্যভাবে, শক্তভাবে এবং দৃঢ়ভাবে সংযুক্ত হতে পারে। কন্টাক্ট প্লেটের পুরুত্ব হতে হবে >1.57d (d হল বর্তমান অনুপ্রবেশ গভীরতা), কিন্তু <12mm, এবং এখানে প্লেটের পুরুত্ব 10mm হওয়া উচিত।
বোর্ডের প্রস্থ সেন্সরের শক্তি অনুযায়ী পরিবর্তিত হয়। সাধারণত, এটি 60-190 মিমি পরিসরের মধ্যে নির্বাচন করা হয় এবং শক্তি বড় হলে উপরের সীমাটি নির্বাচন করা হয়। এখানে, বোর্ডের প্রস্থ 60mm হিসাবে নির্বাচিত হয়েছে, এবং বোর্ডের দৈর্ঘ্য 70mm হিসাবে নির্বাচিত হয়েছে।
কন্টাক্ট প্লেটে প্রেসিং বোল্টের পাঞ্চিং ব্যাস 15 মিমি, এবং মোট 4টি বোল্ট গর্ত রয়েছে এবং বোল্টগুলি M12 ব্যবহার করতে পারে। এটি লক্ষ করা উচিত যে চারটি ফিক্সিং গর্তের অবস্থানগুলি অবশ্যই ভালভাবে পরিমাপ করা উচিত, অন্যথায়, ট্রান্সফরমারের সাথে সংযোগ স্থাপন করা হবে না।
উপরন্তু, সূচনাকারীর শক্তি কন্ডাকটরের দৈর্ঘ্য বরাবর বিতরণ করা হয়, তাই পরিবাহী প্লেটটি সংকীর্ণ না হয়ে প্রশস্ত হওয়া উচিত।
(3) সেন্সরের কার্যকরী বৃত্ত নকশা। সেন্সর উত্পাদনের গুণমান নিশ্চিত করার জন্য, কিছু প্রয়োজনীয় ছাঁচ প্রস্তুত করতে হবে।
কার্যকরী রিং তৈরির জন্য ম্যান্ড্রেল ছাঁচকে ঘুরানো প্রয়োজন (চিত্র 7 দেখুন), এবং তামার নলটি অ্যানিলিং করার পরে ম্যান্ডরেলে ক্ষতবিক্ষত হয়। সমাপ্ত পণ্যটি ঘুরানোর পরে ম্যান্ড্রেলের ব্যাস ইন্ডাক্টরের চেয়ে একটু ছোট হওয়া উচিত।

চিত্র 7 উইন্ডিং ম্যান্ড্রেল ছাঁচ
একটি উদাহরণ হিসাবে বাইরের ফ্ল্যাঞ্জ নিন: ইন্ডাকশন কয়েলের কার্যকরী বৃত্তে কপার টিউবের প্রস্থ 10 মিমি, পণ্যের কাঁধের ব্যাস 47.5 মিমি এবং ম্যান্ড্রেলের ব্যাস 35 মিমি হতে পারে। অভ্যন্তরীণ ফ্ল্যাঞ্জ পণ্যটি ম্যান্ড্রেল উইন্ডিংও বেছে নেয়, যেখানে উইন্ডিং পণ্যের আর কোণে ইন্ডাকশন কয়েলটি নির্বাচন করা যেতে পারে, ম্যান্ড্রেলের ব্যাস 63 মিমি হতে পারে এবং ইন্ডাকশন কয়েলের এই অংশটি একটি ঢালে প্রক্রিয়া করা উচিত একটি নির্দিষ্ট কোণ যাতে R কোণে quenching দক্ষতা উন্নত. . অন্যান্য অংশের কার্যকরী রিংগুলি অঙ্কনের আকার অনুযায়ী ক্ষত হয়।
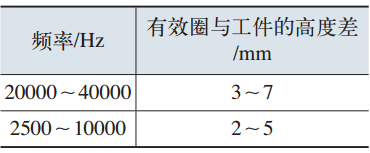
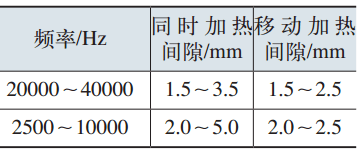
(4) পরামিতি নির্ধারণ করা হয়। প্রবর্তক বহিরাগত বৃত্ত quenching এবং ভিতরের গর্ত quenching মধ্যে বিভক্ত করা হয়. কার্যকরী বৃত্ত এবং ওয়ার্কপিসের মধ্যে উচ্চতার পার্থক্য এবং কার্যকরী বৃত্ত এবং ওয়ার্কপিসের মধ্যে ব্যবধানটি অন-সাইট নিভেন সরঞ্জামের ফ্রিকোয়েন্সি অনুসারে নির্ধারণ করা উচিত, যেমনটি সারণি 1 থেকে টেবিল 4 এ দেখানো হয়েছে।
টেবিল 1 ভিতরের গর্ত উত্তপ্ত হলে কার্যকরী রিং এবং ওয়ার্কপিসের মধ্যে উচ্চতার পার্থক্য
সারণি 2 ভিতরের গর্ত উত্তপ্ত হলে কার্যকরী রিং এবং ওয়ার্কপিসের মধ্যে ফাঁক
সারণি 3 যখন বাইরের বৃত্ত একই সময়ে উত্তপ্ত হয় তখন কার্যকরী রিং এবং ওয়ার্কপিসের মধ্যে উচ্চতার পার্থক্য
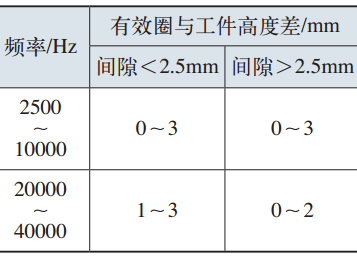
সারণি 4 বাইরের বৃত্ত উত্তপ্ত হলে কার্যকরী রিং এবং ওয়ার্কপিসের মধ্যে ফাঁক
পণ্য ডিবাগিং এবং গ্রহণযোগ্যতা
1. স্থাপন
(1) একটি নির্বাচন করুন শক্ত করার মেশিন টুল সেন্সর এবং সহায়ক ডিভাইস ইনস্টল করতে, যেমন চিত্র 16-এ দেখানো হয়েছে।
চিত্র 16 ইন্ডাকশন কয়েল এবং অক্জিলিয়ারী ডিভাইস ইনস্টলেশন
ইনস্টলেশন সতর্কতা:
- টুলিং ইনস্টল করার সময় ইন্ডাকশন কয়েল এবং ট্রান্সফরমারের মধ্যে সংযোগের ঘনিষ্ঠতার দিকে মনোযোগ দিতে ভুলবেন না এবং বোল্টগুলি অবশ্যই লক করা উচিত।
- সেন্সর ইনস্টল করার সময় কার্যকরী বৃত্ত এবং পণ্যটির উল্লম্বতার দিকে মনোযোগ দিন, সেন্সরটি কাত হতে পারে না, অন্যথায় এটি পণ্যের শ্বাসকষ্টের গুণমানকে প্রভাবিত করবে।
- বাইরের ফ্ল্যাঞ্জকে তাপ-শোষণকারী যন্ত্র হিসেবে পণ্যের চাপের হাতা দিয়ে ইনস্টল করতে হবে, যা কিছু সহায়ক বাহ্যিক স্প্রে করার পদ্ধতির চেয়ে বেশি স্থিতিশীল।
- যখন এটি ফিক্সচারে ঘোরানো হয় তখন ওয়ার্কপিসের বৃত্তাকার রানআউট পরীক্ষা করুন। সাধারণ টুলিং সার্কুলার রানআউট ≤ 0.3 মিমি।
(2) এর পাওয়ার ম্যাচিং আনয়ন শক্তকরণ সরঞ্জাম হল 250kW/8~30kHz।
(3) শক্ত করার সরঞ্জামগুলি সামঞ্জস্য করুন, উপযুক্ত শক্তকরণ প্রক্রিয়া নির্ধারণ করুন এবং পণ্যের কঠোর প্রযুক্তিগত প্রয়োজনীয়তাগুলি পূরণ করুন।
বাইরের ফ্ল্যাঞ্জ পণ্য: পাওয়ার ইনপুট অনুপাত 98%, গরম করার সময় 7.4 সেকেন্ড, শীতল করার সময় 14 সেকেন্ড, তরল ঘনত্ব 1.5% ~ 2.5%।
অভ্যন্তরীণ ফ্ল্যাঞ্জ পণ্য: পাওয়ার ইনপুট অনুপাত 98%, গরম করার সময় 7.7 সেকেন্ড, শীতল করার সময় 20 সেকেন্ড, তরল ঘনত্ব 1.5%~2.5%।
সাংহাই হাউটন জলে দ্রবণীয় শমনকারী তরল ব্যবহার করা হয়েছিল এবং এর ঘনত্ব একটি প্রতিসরণ মিটার দ্বারা সনাক্ত করা হয়েছিল।
2. কুলিং ডিভাইসের সামঞ্জস্য
(1) শীতল চাপের গ্যারান্টি দিন, এখানে নিবারক তরলের শীতল চাপ হল 0.25-0.4MPa, এবং সেন্সরের শীতল চাপ হল 0.5-0.8MPa৷
(2) কুলিং ডিভাইসের অবস্থান সামঞ্জস্য করা হয় যাতে শীতল জলকে আটকানো বা ব্লক করা না যায়।
(3) শীতল জলের দুটি অংশ রয়েছে, একটি হল নিঃশেষকারী তরল, এবং অন্যটি হল সিস্টেম কুলিং ওয়াটার, এবং তাপ এক্সচেঞ্জারগুলি সাধারণত তাপমাত্রা শীতল করার জন্য ব্যবহৃত হয়।
নিভানোর তরলের তাপমাত্রা সাধারণত 35 ডিগ্রি সেলসিয়াসের বেশি হয় না। তাপমাত্রা খুব বেশি হলে, এটি অপর্যাপ্ত শীতলতা সৃষ্টি করবে, যার ফলে পণ্যের গুণমান সমস্যা হবে। সিস্টেমে শীতল জলের তাপমাত্রা হল বৈদ্যুতিক যন্ত্রপাতি শীতল করার জন্য নরম জল। এই তাপমাত্রা সাধারণত 30 ডিগ্রি সেলসিয়াসে নিয়ন্ত্রিত হয় এবং ঘরের তাপমাত্রার চেয়ে কম হওয়া উচিত নয়। অন্যথায়, জলের ফোঁটাগুলি শীতল বৈদ্যুতিক যন্ত্রপাতিগুলির পৃষ্ঠে ঘনীভূত হবে এবং সহজেই বৈদ্যুতিক যন্ত্রপাতিগুলিকে ক্ষতিগ্রস্ত করবে।
3. পণ্য পরিদর্শন পদ্ধতি
তাপ চিকিত্সা পণ্য পরিদর্শন তারের কাটা এবং মেটালোগ্রাফিক নমুনা প্রাক নাকাল মেশিন প্রয়োজন.
4. পণ্য টেম্পারিং প্রক্রিয়া
ইন্ডাকশন-কঠিন ওয়ার্কপিসগুলির টেম্পারিংয়ের মধ্যে রয়েছে স্ব-টেম্পারিং, আবেশন tempering, এবং চুল্লি টেম্পারিং। এখানকার পণ্যগুলি চুল্লিতে মেশানো হয়।
টেম্পারিং তাপমাত্রা ওয়ার্কপিসের প্রযুক্তিগত প্রয়োজনীয়তা অনুসারে নির্ধারিত হয়। সাধারণত, যখন কঠোরতার প্রয়োজনীয়তা 52HRC-এর উপরে হয়, তখন টেম্পারিং তাপমাত্রা 180-200°C হয় এবং টেম্পারিং সময় 1.5h হয়; যখন কঠোরতার প্রয়োজনীয়তা 56HRC-এর উপরে হয়, তখন টেম্পারিং তাপমাত্রা 160°C হতে পারে এবং টেম্পারিং সময় 1.5h হতে পারে।
এই পণ্যটির টেম্পারিং প্রক্রিয়া অবশেষে 165°C এর টেম্পারিং তাপমাত্রা এবং 2.5 ঘন্টার টেম্পারিং সময় হিসাবে নির্ধারিত হয়।
5. পরিদর্শন
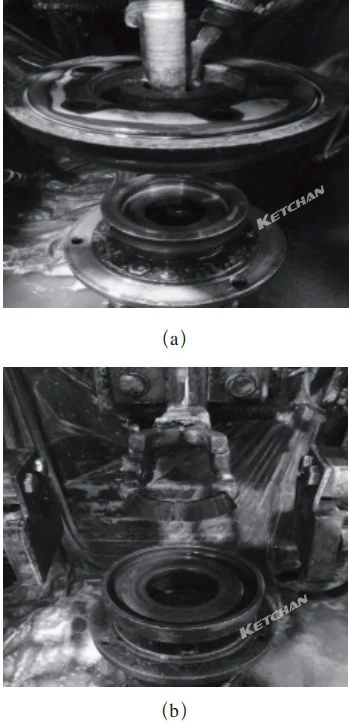
চিত্র 17 এবং চিত্র 18 হল পণ্যের নমুনা যা সফলভাবে ডিবাগ করা হয়েছে।

চিত্র 17 বাইরের ফ্ল্যাঞ্জের শমনের নমুনা

চিত্র 18 অভ্যন্তরীণ ফ্ল্যাঞ্জের নির্গমনের নমুনা
সারণি 5 এবং টেবিল 6 হল ডিবাগিং পণ্যগুলির প্রথম অংশের পরিদর্শন ডেটা
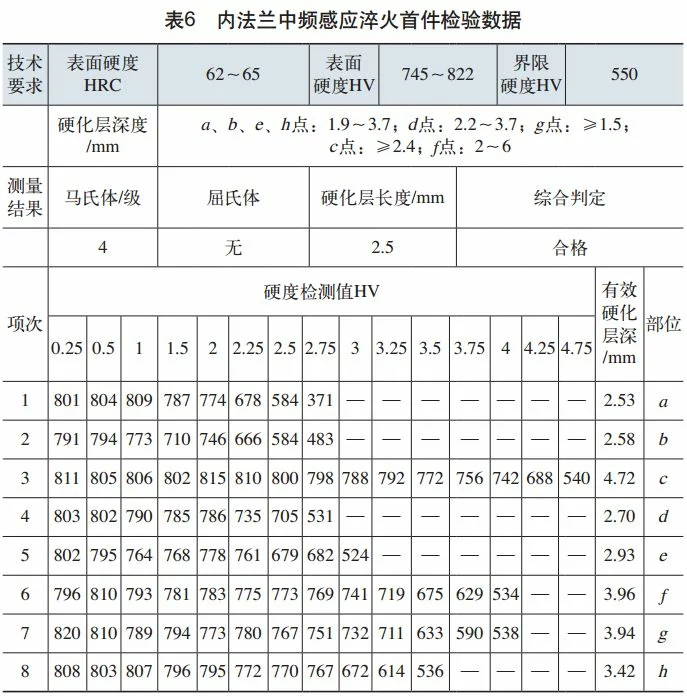
Vickers কঠোরতা পরীক্ষক দ্বারা পরীক্ষিত, পণ্য পৃষ্ঠের কঠোরতা এবং কার্যকর কঠোর স্তর গভীরতা সব প্রযুক্তিগত প্রয়োজনীয়তা পূরণ. টুলিং সেন্সর ডিজাইন থেকে পণ্য ডিবাগিং পর্যন্ত এই পণ্যের তাপ চিকিত্সা সফলভাবে সম্পন্ন হয়েছে।
উপসংহার
ইন্ডাকশন কয়েলের গঠন, আকৃতি এবং আকার হল ইন্ডাকশন হার্ডেনিং টেকনোলজির মূল বিষয়, যা সরাসরি প্রভাব ফেলে আনয়ন কঠোরতা গুণমান, উৎপাদন দক্ষতা, এবং যন্ত্রাংশের শক্তি খরচ। অতএব, একটি উপযুক্ত আনয়ন গরম কুণ্ডলী উচ্চ মানের, উচ্চ দক্ষতা, এবং শক্তি সঞ্চয় প্রাপ্ত আবেশন কঠোর করার একটি গুরুত্বপূর্ণ উপায়।